
标准GB/T 27664—2011《无损检测 超声检测设备的性能与检验》分为仪器、探头和组合设备三部分,其对超声检测设备的性能和检验做出了详细的规定,其中,时基线性作为超声检测设备最基本的性能参数之一,直接影响反射体定位的准确度。GB/T 27664中分别介绍了3种时基线性测试方法,方法Ⅰ位于GB/T 27664.1—2011《无损检测 超声检测设备的性能与检验 第1部分:仪器》中的8.7节,方法Ⅱ位于GB/T 27664.1—2011中的9.6节,方法Ⅲ位于GB/T 27664.3—2012《无损检测 超声检测设备的性能与检验 第3部分:组合设备》中的3.2节。以上章节均提出了时基线性的测试方法和验收标准。
已有文献从超声检测仪的时基线性原理着手,详细分析了模拟式与数字式A型脉冲反射式超声检测仪时基线的差异。下面主要对GB/T 27664标准中提出的三种超声仪时基线性的测试方法进行对比,明确指出三种方法的差异和适用范围。
3种时基线性测试方法
标准GB/T 27664指出,时基线性是指由经校准的时间发生器或已知厚度平板的多次反射所得的输入信号与其在时基线上指示的信号位置之间接近成正比关系程度的一种量度。数字式超声仪相比于模拟式超声仪有诸多优势,近年来发展迅速,有逐步替代模拟式仪器的趋势,为此,采用标准GB/T 27664中提出的三种不同时基线性测试方法对同一台数字式A型脉冲反射式超声检测仪进行测试。
方法Ⅰ
所用的设备有:经过校准的信号发生器,经过校准的外部衰减器两个。按标准要求的配置方式,连接信号发生器和超声仪,如图1所示。
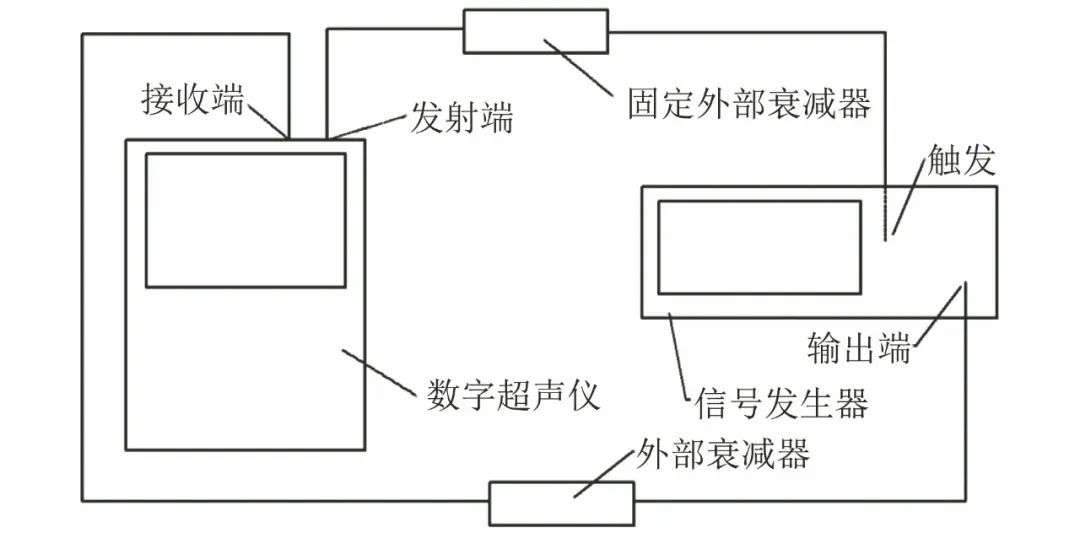
图1 方法Ⅰ设备连接示意
调节超声仪的工作方式为一发一收,材料声速设为5940 m/s,频带选择为2~8 MHz,中心频率为3.57 MHz。将超声仪时基线设置为0~10 mm,0~400 mm,0~10000 mm三个范围,按顺序分别进行测试。以0~10 mm为例,此时在时基线中间位置5 mm处获得波高为全屏幅度80%的显示信号,以全屏宽度5%的增量(即0.5 mm),改变信号发生器的触发延迟(0.168 μs),记录每段延迟后显示信号在显示屏上的位置。三个时基线范围的时基线性测试数据如表1~3所示(标准允许的线性偏差最大为全屏宽度的±0.5%)。
表1 方法Ⅰ时基线性测试数据
(0~10 mm,信号延时为0.168 μs)
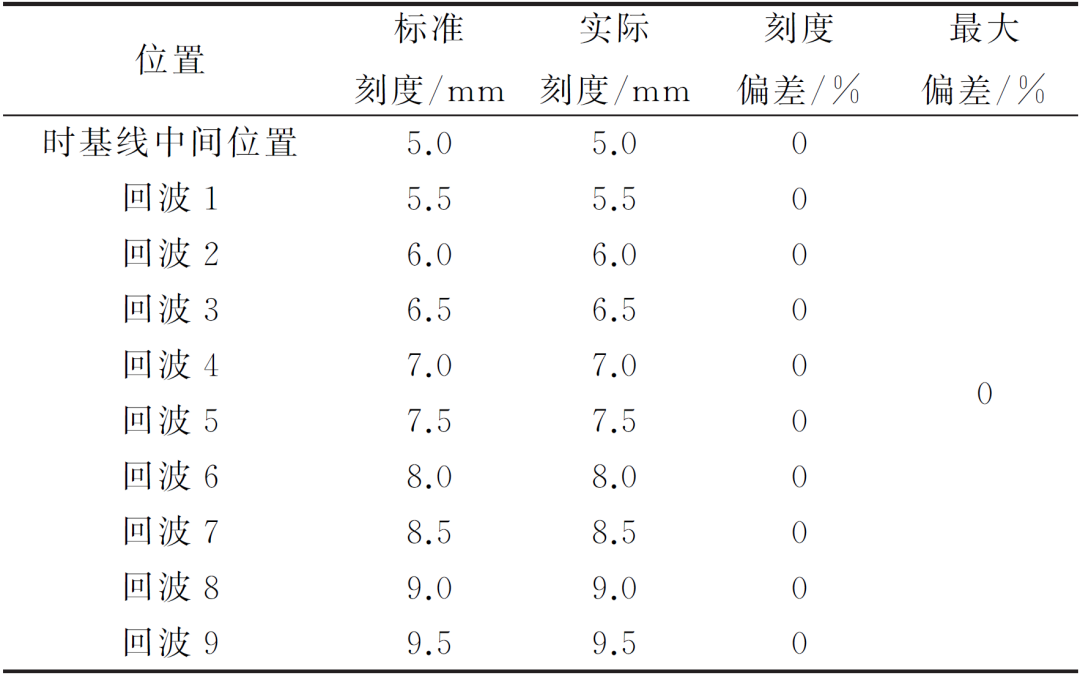
表2 方法Ⅰ时基线性测试数据
(0~400 mm,信号延时为6.734 μs)

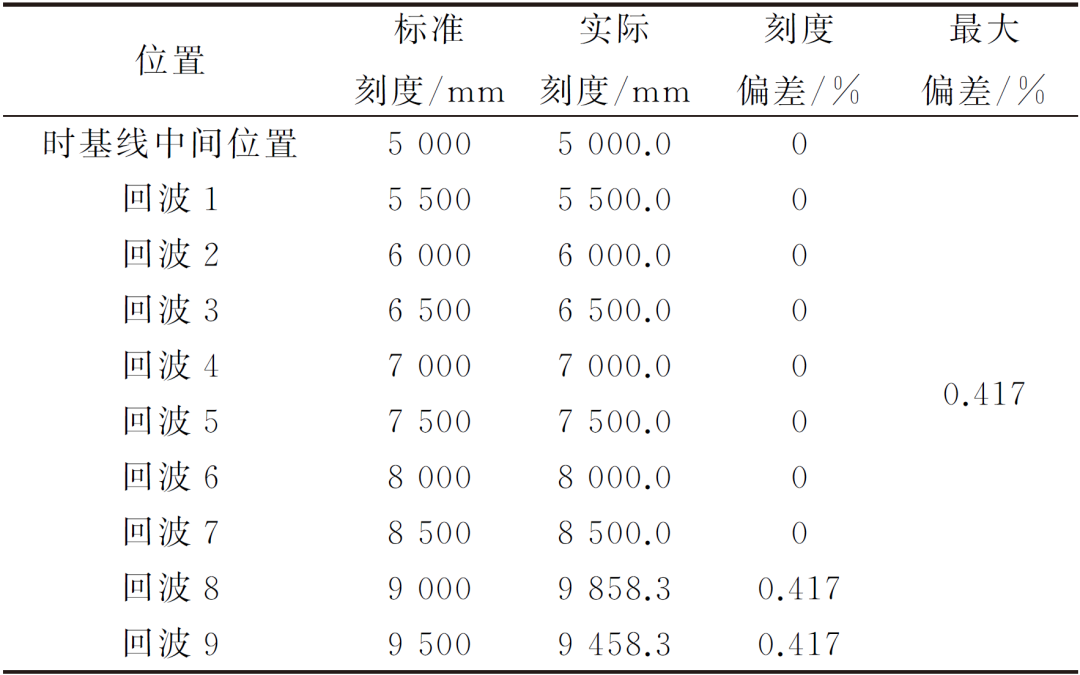
表3 方法Ⅰ时基线性测试数据
(0~10000 mm,信号延时为168.35 μs)
方法Ⅱ
采用9.6节的方法测试时基线性所用的设备与8.7节的一致,但需信号发生器能导出11个等间距的正弦波脉冲串。使用任意函数信号发生器自带的编程软件编辑出11个等间距的正弦波,如图2所示,中心频率为3.57 MHz。考察超声仪在100~200 mm间时基线性的准确性,规定正弦波自身长度为0.28 μs,任意两个相邻正弦波间隔3.087 μs。将该正弦波串导入信号发生器,仍采用图1的仪器配置方式,超声仪参数的设置方法与8.7节的方法一致。
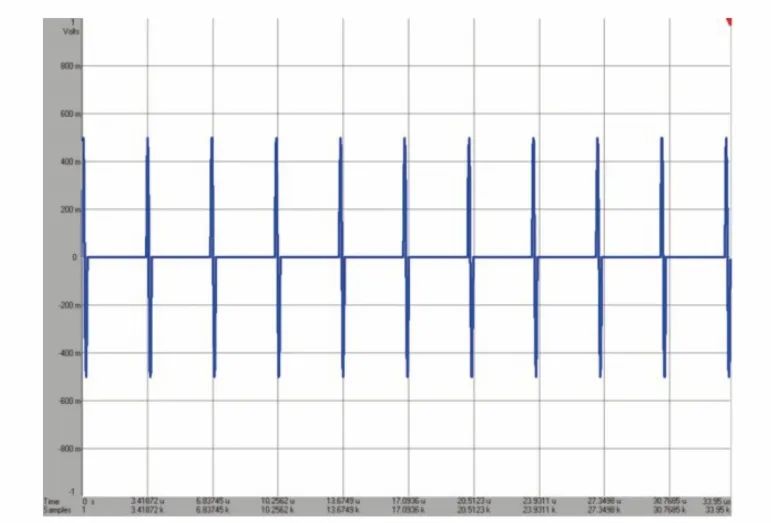
图2 调制出的11个等间距正弦波信号
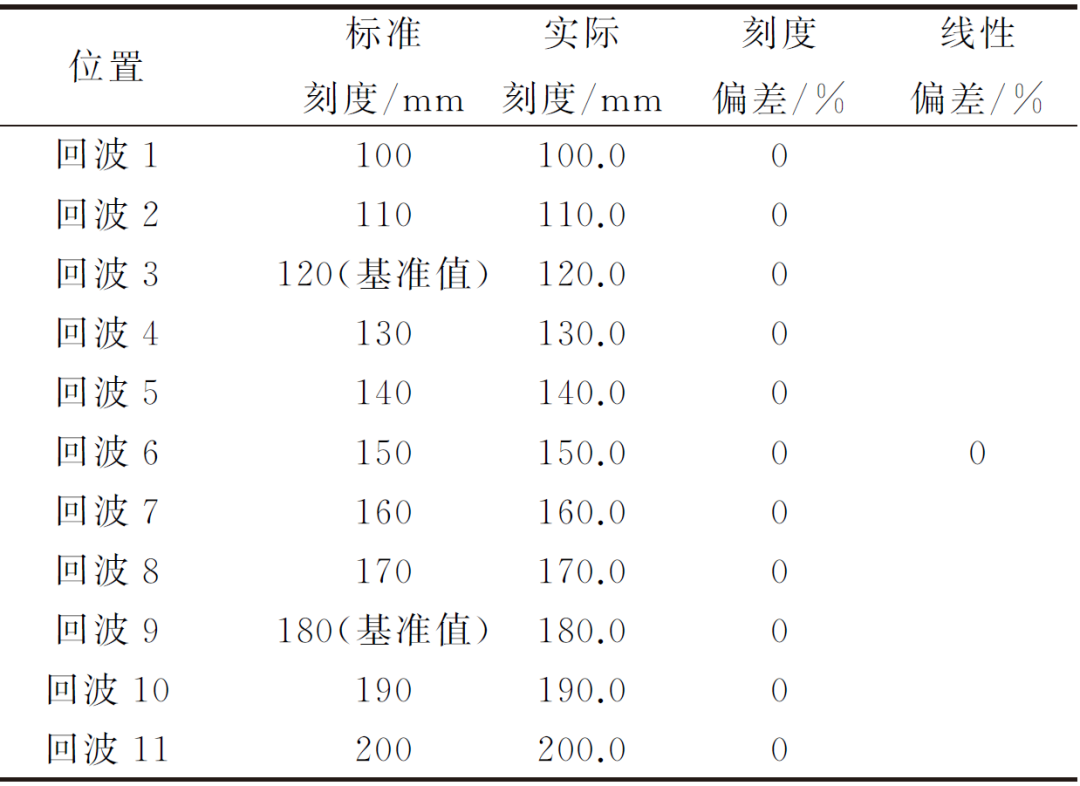
调整外部衰减器、发生器信号幅度和超声仪增益,使超声仪上的测试信号幅度为全屏幅度的80%。调整超声仪时基范围为100~200 mm,使第3个信号对准全屏宽度的20%,第9个信号对准全屏宽度的80%。记录其余9个信号的刻度偏差(见表4,标准允许的最大线性偏差为全屏宽度的±1%)。
表4 方法Ⅱ时基线性测试数据
方法Ⅲ
该方法与标准JB/T 9214—2010《无损检测 A型脉冲反射式超声检测系统工作性能测试方法》第7节提出的水平线性测试方法基本一致,测试的是超声仪和探头组合设备的时基线性,测试时需要使用规定的经过校准的标准试块,按照所要检查的时基线性范围来选取不同厚度的试块。
使用的探头型号为2.5P20Z,选用CSK-ⅠA试块,检查20~120 mm范围内的时基线性。调整超声仪,使屏幕上出现B1~B6共6次底波,如图3所示。

图3 屏幕上出现的6次底波
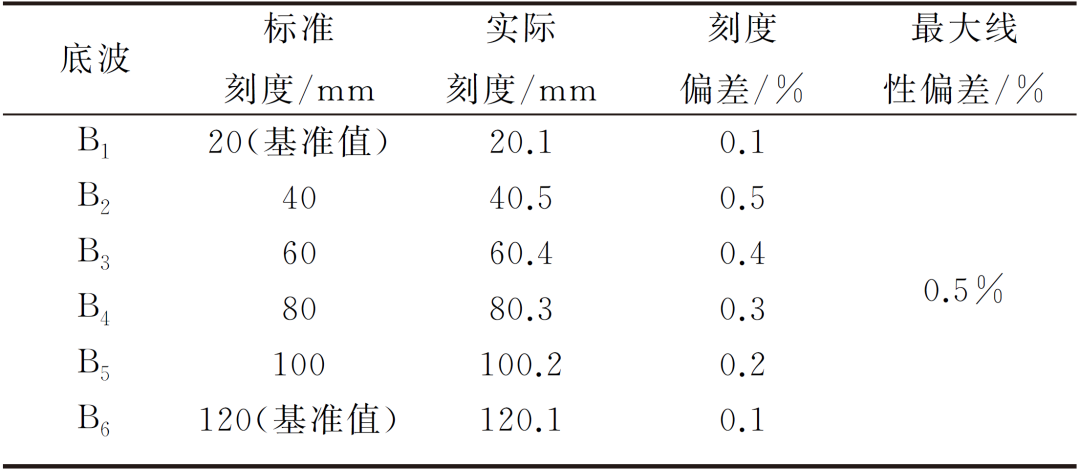
先对探头进行自动调校,输入起始距离为20 mm,终止距离为120 mm,调整时基线,使B1对准全屏宽度的0%、B6对准全屏宽度的100%,依次将回波调至全屏幅度的80%,检查B2~B5这四个回波与标准刻度的偏差(见表5,标准允许的最大线性偏差为全屏宽度的±2%)。
表5 方法Ⅲ时基线性测试数据
3种时基线性测试方法的比较
方法Ⅰ所描述的方法实际属于GB/T 27664.1—2011第7节中所说的第1组,由制造者抽选代表性样品进行检验,而且要求使用较高准确度等级的电子检测仪器;方法Ⅱ所描述的方法属于第2组,需逐台检验,一般包括制造者(或代理商)零点检验、用户(或制造者、实验室)周期检验、维修后检验,仅需使用基本的电子检测仪器;方法Ⅲ所描述的方法属于第3组,该方法针对仪器和探头的组合设备,按规定的检验周期可在现场实施检验。
具体来看,方法Ⅰ是为A扫描的数字化和提供A扫描显示算法引入的,不适用于模拟式超声仪,对数字超声仪的验收标准也最高,偏差要求在全屏宽度的±0.5%以内,要求信号发生器的计时器必须校准达标。方法Ⅱ主要针对模拟式或数字式超声仪的接收器,偏差要求在全屏宽度的±1%以内,要求信号发生器的激发装置能准确激发11个等间距的正弦波。虽然两者验收标准不同,但具体分析发现,方法Ⅰ从全屏宽度中间位置开始考察时基线性,最终时基线性的偏差只考察了全屏宽度的一半,而方法Ⅱ考察了全屏宽度,时基线性的偏差也是全屏宽度累计产生的,所以两种方法对时基线性的验收标准并不矛盾,同样严格。
方法Ⅲ相比较于方法Ⅰ和方法Ⅱ,不用在实验室环境下采用任何电子仪器,只需使用合适的标准试块,适用于现场或车间使用的超声检测组合设备。使用该方法测出的时基线性偏差是由超声仪、探头、试块共同作用而产生的结果,所以对偏差要求也较低。该方法实施方便,操作简单,需每周对使用的超声仪进行至少一次检查。按标准要求,用户对于使用中的超声仪,也需每隔12个月按方法Ⅱ进行定期检验,以证明该仪器的持续适用性。
结语
(1) 方法Ⅰ适用于制造者抽选代表性样品进行检验,而且要求使用较高准确度等级的电子检测仪器,需由信号发生器不断改变触发延迟来考察半屏宽度范围内的时基线性偏差,其验收标准最为严格,偏差要求在全屏宽度的±0.5%以内。
(2) 方法Ⅱ适用于逐台设备的检验,一般包括制造者(或代理商)零点检验、用户(或制造者、实验室)周期检验、维修后检验,仅需使用基本的电子检测仪器。其需由信号发生器导出11个等间距的正弦波脉冲串,考察全屏范围内的时基线性偏差,偏差要求在全屏宽度的±1%以内。
(3) 方法Ⅲ适用于用户在现场或车间使用的超声检测组合设备,不用在实验室环境下采用任何电子仪器。其只需使用合适的标准试块考察全屏范围内的时基线性偏差,偏差要求为全屏宽度的±2%以内。
(4) 由于适用范围和操作方法的不同,验收标准也不同。方法Ⅰ实际上只考察了全屏宽度的一半,而方法Ⅱ考察了全屏宽度,时基线性的偏差也是全屏宽度累计产生的,所以两种方法对时基线性的验收标准并不矛盾,同样严格;方法Ⅲ测出的时基线性偏差是由超声仪、探头、试块共同作用而产生的,所以允差要求没有前两种方法严格。三种方法的侧重点不同,可为不同场合时基线性的测试和验收提供借鉴和指导。








